










文章来源:智慧之眼众创中心
文章标签:【智慧工厂】【智慧工厂数字化】【设备设施数字化】【能源管理系统】【动环监控】【智能运维】【数据采集】【工业互联网】
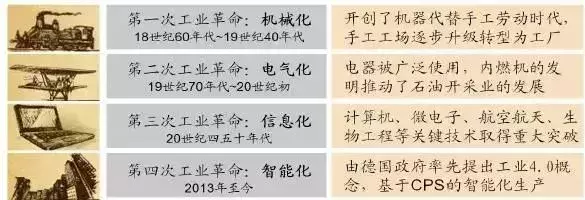
随着物联网、大数据和移动应用等新一轮信息技术的发展,全球化工业革命开始提上日程,工业转型开始进入实质阶段。作为工业4.0的最大题,智慧工厂可谓贯穿产业升级全过程,到底什么是智慧工厂?本文对智慧工厂进行了详细的解读和分析。
智慧工厂简介
智慧工厂是现代工厂信息化发展的新阶段。是在数字化工厂的基础上,利用物联网的技术和设备监控技术加强信息管理和服务;清楚掌握产销流程、提高生产过程的可控性、减少生产线上人工的干预、及时正确地采集生产线数据,以及合理的生产计划编排与生产进度。并加上绿色智能的手段和智能系统等新兴技术于一体,构建一个高效节能的、绿色环保的、环境舒适的人性化工厂。自德国政府于2013年在汉诺威工业博览会上正式公布,“工业4.0”概念就已席卷全球,并被认为是以信息物理系统(CPS)技术为核心的第四次工业革命。
智慧工厂的主要特征
“智慧工厂”的发展,是智能工业发展的新方向。特征体现在制造生产上
1、利用物联网技术实现设备间高效的信息互联,数字工厂向“物联工厂”升级,操作人员可实现获取生产设备、物料、成品相互间的动态生产数据,满足工厂24小时监测需求;
2、基于庞大数据库实现数据挖掘与分析,使工厂具备自我学习能力,并在此基础上完成能源消耗的优化、生产决策的自动判断等任务;
3、引入基于计算机数控机床、机器人等高度智能化的自动化生产线,满足个性化定制柔性化生产需求,有效缩短产品生产周期,并同时大幅降低产品成本;
4、配套智能物流仓储系统,通过自动化立体仓库、自动输送分拣系统、智能仓储管理系统等实现仓库管理过程中各环节数据录入的实时性以及对于货物出入库管理的高效性;
5、工厂内配备电子看板显示生产的实时动态,同时,操作人员可远程参与生产过程的修正或指挥。
智慧工厂的功能模块
智能仓储:自动备料,自动上料;
智能仓储转运系统(WCS、WMS、TCS):成品(半成品)自动转运,自动出入库,仓库管理实现完全自动化。
智能仓储转运系统扮演着工厂生产调度者的重要角色,它接收来自生产车间的成品(半成品),转运来自订单需求的成品(或下一级生产车间的半成品加工需求)。
在实际的工作上一级生产车间和下一级生产车间(或转运车间)生产和转运的矛盾往往无法调和,智能仓库转运系统可以在上下级车间中缓解生产矛盾,严格控制上下级车间存量,做到合理调配,
科学调度;仓储转运系统可实现全自动化出入库,降低仓库维护人员数量,提高仓储效能比率。
智能车间:自动生产,组装,包装;
智能车间为整个智慧工厂的核心功能模块,它在原有工厂电气化的基础上进行升级改造,加装各种控制器,将生产过程变得简单易学,可实现工人的快速培训、快速上岗、减少培训费用支出,降低生产成本;将生产过程程式化,降低生产过程中残次品的产生。
从生产环节有效降低不可抗拒损耗,严格把控原料质量(检测系统),从源头管控提升产品整体质量;以现有MES为管控中心,以单台自动化设备为终端,实现产品生产一键下发,设备维护智能化管理,有效缩短维护反应时间,保障生产车间高效运行;产出成品或半成品经初检合格后,进入自动化车间分装系统,进入产线控制系统(TCS),减少不必要的分装转运环节,提高劳动效率。
智能品质管控:自动品质管控;
智能品质管控依托工厂大数据和人工智能技术,对智慧工厂品质管控环节历史数据以及当前数据进行处理分析,搭建计算机视觉识别网络,运用统计学原理对产品进行精准品质分析,避免残次品流入市场,影响企业品牌形象。
集成其他系统:与ERP,MES系统集成;
与工厂现有ERP和MES系统集成,实现订单、原料管控、人员管理、成本分析、生产计划、生产具体实施、仓储物流、成品进入市场全过程无缝衔接,工厂生产管理完全智能化。
追溯管理:对材料,生产环节,品质管控等各个环节的追溯。
产品问题追溯一直是困扰工厂生产的较为严重问题之一,产品追溯系统从半成品开始就生成此项产品的唯一工厂标识码,存在于整个生产周期,通过追溯标识码可以定位到其生产机台,转运时间,入库时间,存储库位信息,出库时间,有效降低不合格品的管理成本,做到责任到人。

智慧工厂的基本架构:计划层+执行层+控制层
智慧工厂拥有三个层次的基本架构,分别为顶层的计划层、中间层的执行层以及底层的设备控制层,大致可对应为ERP系统(企业资源计划)、MES系统(制造执行系统)以及PCS系统(过程控制系统)。

智慧工厂基本架构
智慧工厂下游应用
按MES系统的分类,智慧工厂的下游行业可粗略地划分为离散型与流程型。其中,离散型行业主要包括机械、航空航天、汽车等,流程性行业主要包括石油化工、生物医药、食品饮料、纺织等。
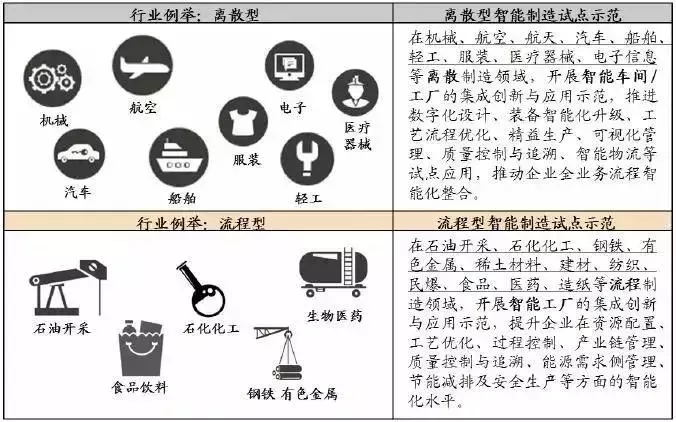
智慧工厂主要下游应用行业
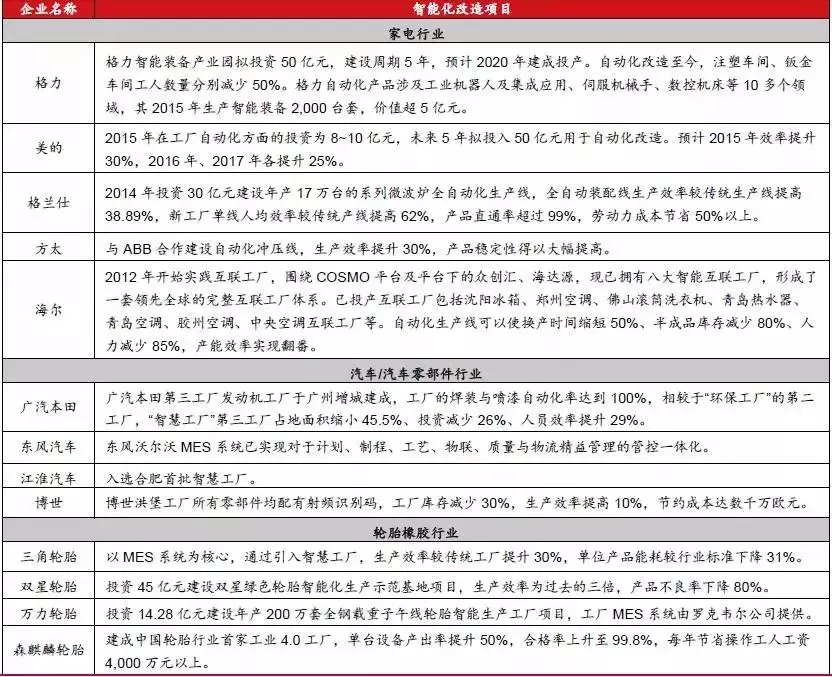
部分下游应用行业工厂自动化改造项目及降本增效情况
计通智能基于物联网、大数据、人工智能等技术,形成了1+2+N产品体系,为各类工厂,城市燃气场站提供专业、优质、高效的智能监控数字化解决方案。
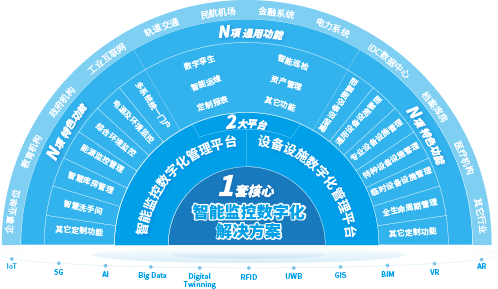
1+2+N
先后为亿纬锂能工厂、岳阳华润燃气、中山华润燃气等用户打造了符合实际业务需求的数字化监控管理系统。

计通智能为华润兰溪五丰工厂用户提供了一套“智慧工厂能源管理系统”。通过系统中的能源计划、能源监控、能源统计、能源消费分析、重点能耗设备管理、能源计量设备管理等多种功能,使用户对企业的能源成本比重、发展趋势有准确的掌握,并将企业的能源消费计划任务分解到各个生产部门车间,使节能工作责任明确,促进企业健康稳定发展,为用户工厂的数字化转型升级助力。
【计通智能】深圳市计通智能技术有限公司(“计通智能”)创立于1998年,属国家高新技术企业、专精特新企业,是国内领先的智能监控数字化解决方案提供商。公司以“客户安、员工安、企业安”的计通三安文化®为基石,始终秉承“智能监控 计通好用”的理念,致力为全球数智化建设提供优质的产品和服务。
公司充分融合物联网、大数据、云计算、人工智能、数字孪生等新技术,打造出一系列具有行业特色的智能监控数字化解决方案,广泛应用于民航机场、金融系统、轨道交通、电力系统、工业互联网、数据中心与其它行业。
计通智能致力于为不同行业客户提供项目规划、设计、实施、售后及运维,并支持硬件选/配型、软件定制开发等全方位服务。
免责声明:凡注明来源的文章均转自其它平台,目的在于传递有价值的内容资讯,并不代表本站观点及立场。若有侵权或异议,请联系我们处理。





